مونتاژ بیرینگ ها
عملکرد بیرینگ نه تنها به انتخاب دقیق یک بیرینگ با کیفیت بستگی دارد ، بلکه به نصب مناسب آن ها نیز بستگی خواهد داشت.
آماده سازی نصب بیرینگ ها :
قبل از مونتاژ بیرینگ ها ، اقدامات احتیاطی زیر را حتما رعایت کنید :
- وسایل و تجهیزات لازم برای بررسی هرگونه ترک و خرابی باید تمیز ، آماده و بررسی شوند.
- محل نصب باید تمیز و خشک باشد.
- بسته بندی بیرینگ را قبل از نصب باز کنید.
- شفت و نشیمنگاه را جهت بررسی هر گونه شکستگی و خرابی ، علائم سوختگی و یا آسیب های فیزیکی تمیز و بررسی کنید.
- اندازه گیری سایز شفت و نشیمنگاه ، دور تا دور مخروط ، سطح صیقلی و غیره برای انطباق با مشخصات طراحی باید ثبت و تایید شود.
- در صورتی که نشیمنگاه دو تکه شد ، به منظور جلوگیری از عدم هم راستایی و کج شدن که ممکن است به دلیل بیش از حد سفت شدن پیچ رخ دهد ، مراقبت های جدی باید صورت گیرد.
- دستگاه روغن کاری و روند روغن کاری باید کاملا تمیز و بسته باشد.
- متد تمیز کردن بیرینگ ها و قطعات مربوط به آن ، باید به درستی درک و انجام شود.
از آنجایی که روغن های ضد گرد و غبار برای روند روغن کاری مناسب هستند ، جهت استفاده از بیرینگ برای کاربردهای معمولی نباید آن را تمیز کرد. اگر می خواهید از بیرینگ در ابزارهای اندازه گیری و یا در شرایطی با سرعت بالا استفاده کنید ، باید روغن ضد گرد و غبار را تمیز کرده و از روغن پاک کننده استفاده کنید. در هر صورت بیرینگ نباید برای مدت زمان طولانی باز باشد ( به خصوص بعد از تمیز کردن روغن ضد گرد و غبار ).
از نظر تئوری طول عمر رولبرینگ می تواند از عمر ماشین آلاتی که در آن کار می کند ، فراتر رود. با این حال در تجربه واقعی ، خرابی بلبرینگ به دلایل مختلف رخ می دهد. یکی از مهمترین دلایلی که عمر بلبرینگ ها از عمر مفید از پیش محاسبه شده آنها پایین می آید ، نصب و مونتاژ نامناسب بیرینگ ها است. هنگامی که بیرینگ به طور نامناسب نصب می شود – بدون استفاده از تکنیک ها و ابزارهای صحیح – عمر مفید بلبرینگ به خطر می افتد. اعداد، گویای مطلب اند. تخمین زده می شود که 16 درصد از خرابی های زودرس بلبرینگ را می توان مستقیما به اتصالات ضعیف ( معمولا به دلیل نصب با فشار زیاد ) و عدم استفاده از ( یا عدم آگاهی ) ابزارهای مناسب اتصالات نسبت داد. استفاده از بهترین روشها برای مونتاژ بیرینگ می تواند به جلوگیری از مشکلات آینده و در نهایت افزایش عملکرد بلبرینگ و طول عمر در سرویس کمک کند. در طول راه ، هم کارآیی و هم بهره وری یک عملیات می تواند با افزایش زمان کار ماشین آلات پیش برود.
بیرینگ های غلتشی با کمک به کاهش اصطکاک ، انتقال بارها ، و تعیین و پشتیبانی شفت ها نقش مهمی در چرخاندن ماشین آلات ایفا می کند. هزاران نوع و سبک متفاوت بیرینگ طیف گسترده ای از راه حل ها را برای کاربردهای حرکت سیالات ارائه می دهد. در ابتدای برنامه ، موفقیت یا شکست با فرآیند مونتاژ بیرینگ شروع می شود.
چالش ها : انطباق لقی بیش از حد برای یک بیرینگ امکان حرکت نسبی بین اجزای جفت را فراهم می آورد که منجر به فرورفتگی ، لکه گیری ، سایش ، گرمای بیش از حد و/ یا شکستگی می شود. برعکس ، یک چسبندگی زیاد باعث می شود که فضای داخلی بیرینگ کاهش یابد ، که در بیشتر موارد دمای کار بیرینگ در حال کار را افزایش می دهد. علاوه بر این ، افزایش نیروهای نصب نیز مورد نیاز است ، که می تواند به طور بالقوه حلقه بیرینگ را بشکند. این چالش ها نیاز به دانش و مراقبت را از ابتدا تا انتها هنگام نصب ومونتاژ بیرینگ را نشان می دهد. نصب مناسب ساچمه ها و رولبرینگ با دقت در نگهداری و جابجایی آنها آغاز می شود. همه بیرینگ ها باید در محیط خنک ، تمیز و کم رطوبت و عاری از گرد و غبار ، ضربه و ارتعاش نگهداری شوند. به همین دلایل ، از ذخیره آن ها به طور مستقیم بر روی زمین باید خودداری کرد. بیرینگ ها در حالت ایده آل باید به صورت تخت و نه در انتها نگهداری شوند. آنها همچنین باید در بسته های اصلی و باز نشده خود تا قبل از نصب نگهداری شوند. در صورت قرارگیری در حالت ایستاده ، احتمال برینلینگ غلط ( علامت گذاری مسیر غلتش و اجزای غلتنده ناشی از ارتعاش باقی مانده ) به میزان قابل توجهی افزایش می یابد بریلینگ ( آزمون سنجش سختی فلز از راه اندازهگیری میزان تو رفتگی ایجاد شده در اثر پرتاب شدید ساچمه پولادین )کاذب بسیار کمتر در بیرینگ هایی که به صورت صاف دراز کشیده اند ، اتفاق می افتد.
هنگام نگهداری انواع بیرینگ های آب بندی شده یا دارای حفاظ فلزی در مدت زمان طولانی ، اپراتورها باید محتاط باشند. خواص روانکاری گریس مورد استفاده برای پر کردن این نوع بیرینگ ها ممکن است خراب شود و مشکلات احتمالی مربوط به روان کننده را هنگام راه اندازی سیستم ایجاد کند. بیشتر تولیدکنندگان بلبرینگ بر اساس گریس هایی که در بلبرینگ آنها استفاده می شود ، محدودیت ماندگاری خاصی دارند. نمی توان بر اهمیت پاکیزگی بیش از حد تاکید کرد. همه بیرینگ های غلتشی باید تمیز نگه داشته شوند ، زیرا آلودگی و خوردگی طول عمر هر نوع بیرینگی را کوتاه می کند. قبل از مونتاژ بیرینگ ها ، اپراتورها باید موارد زیر را تایید کنند :
- نشیمنگاه و شفت تمیز ، بدون آسیب و از نظر ابعاد دقیق هستند
- روان کننده تمیز بوده و به درستی مشخص شده است
- وسایل و تجهیزات لازم در دست است
- اقدامات ایمنی مناسب انجام شده است
روش های اولیه برای مونتاژ مناسب انواع بیرینگ ها معمولا به عنوان ” سرد ” یا ” گرم ” ، مطابق با فن آوری های توانمند آنها شناخته می شوند.
نصب سرد یا نصب مکانیکی ، عموما برای بیرینگ های کوچک و متوسط ( با قطر خارجی تا 4 اینچ ) توصیه می شود.
روش های نصب گرما برای بیرینگ های نسبتا بزرگتر مناسب خواهد بود و هنگام نصب به خصوص بزرگ ، باید تکنیک های هیدرولیکی را در نظر گرفت. ابزارهایی برای تطبیق هر روش خاص توسعه یافته اند.

در روش نصب سرد ، روش نادرست استفاده از چکش و لوله استاندارد برای کار به مدت طولانی به دلیل آسیب های احتمالی بی اعتبار شده است. این عمل می تواند باعث شود که آوار وارد بیرینگ شود یا اگر به درستی انجام نشود ، یک لوله می تواند لغزش کرده و روی قسمت داخلی بیرینگ ضربه بزند. بهترین روش استفاده از ابزارهای مناسب برای از بین بردن احتمال آسیب ناشی از نیروی زیاد مضر است. ابزارهای اتصالی اطمینان حاصل می کنند که نیروی مناسب به هر دو حلقه بلبرینگ وارد می شود و اجزای غلتنده را از نیروی ضربه جدا می کند ، بنابراین یک نصب مطمئن تر را فراهم کرده و خطر آسیب را محدود می کند.
نصب داغ ، جایی که بیرینگ از قبل گرم شده است ، یک راه حل عملی برای گسترش و افزایش نصب بلبرینگ و متعاقب آن نصب آسانتر ، و حفظ تداخل مشخص بعد از اتمام کار را فراهم می کند. با این حال ، نحوه تامین گرما می تواند همه تغییرات را در جهان ایجاد کند. به عنوان مثال ، حمام های روغن داغ معمولی احتمال آلودگی ( و خرابی زودرس بلبرینگ ) و تشعشع را افزایش می دهند. تکنیک های دیگر (مانند قرار گرفتن در معرض شعله باز) نیز کوتاه بوده و می توانند به طور بالقوه خطرناک باشند. بهترین عمل گرمایش القایی است که شامل گرم کردن بیرینگ قبل از روند مونتاژ بیرینگ است تا امکان کنترل ، کارایی و ایمنی بالایی را فراهم آورد. گرمایش القایی می تواند ویژگی های مختلفی را برای کمک به جلوگیری از خرابی بلبرینگ در طول فرآیند گرمایش با یکدیگر ادغام کند. این راه حل ها در تضاد مستقیم با روش های کم موثرتر ( و بالقوه خطرناک ) ، از جمله شعله باز ، حمام های روغن داغ ، اجاق ها یا صفحات داغ قرار دارند. برای بلبرینگ های بزرگ ، تکنیک های هیدرولیک و ابزار و تجهیزات سازگار توصیه می شود. تکنیک های هیدرولیک امکان کنترل بیشتر و کمک بیشتر به حفظ دقت ، درستی و تکرارپذیری را فراهم می کند. به حداقل رساندن خطر آسیب به بیرینگ ها و شافت ها ؛ به تلاش دستی کمتر نیاز دارد ؛ و ارتقاء ایمنی بیشتر اپراتورها!
تکنولوژی و ابزارهای مورد نیاز نصب بلبرینگ ها
درک اساسی از روش ها و برخی از فن آوری ها و ابزارها برای مونتاژ بیرینگ ها به صورت موثر می تواند باعث پیشرفت هم برای اپراتورها و هم برای عملیات شود.
در ادامه مروری کوتاه بر روش ها و نحوه موفقیت آمیز آنها می کنیم :

مونتاژ مکانیکی بیرینگ ها
این روش با قرار دادن ابزار مناسب ، حلقه ضربه ای و آستین در برابر حلقه بیرینگ با تداخل و استفاده از پرس یا دستگاه عملکرد مشابه برای پیش بردن بیرینگ به محل مناسب خود بر روی یک شفت ، به بیرینگ نیرو وارد می کند. ترکیب صحیح حلقه ضربه و آستین به طور موثر نیروی نصب را به حلقه بلبرینگ منتقل می کند و خطر آسیب رساندن به مسیرهای غلتش یا اجزای غلتده را به حداقل می رساند. به عنوان بهترین روش قبل از شروع ، بیرینگ باید در زاویه درستی نسبت به محور قرار گیرد و محور باید با یک لایه کمی از روغن ، روانکاری شود. لازم به ذکر است که اندازه بلبرینگ از نظر نیروی نصب مورد نیاز و اینکه آیا یک روش مکانیکی یک گزینه خواهد بود ، اهمیت دارد. بیرینگ های بزرگتر نیاز به نیروی بیشتری دارند و به دلیل نیاز به نیروی بیشتر ، بلبرین گهای بزرگتر را نمی توان به آسانی بر روی شفت یا محفظه ای با نصب مکانیکی بدون آسیب رساندن به بیرینگ یا سطوح جفت آن فشار داد.
حتما مطالعه کنید : اصول اساسی بیرینگ ها
از جمله راه حل های راحت تر برای مونتاژ بیرینگ به روش مکانیکی ، کیت ابزار مناسب بسته بندی شده و مجهز به مجموعه ای از حلقه های ضربه ای ، آستین های ضربه ای و چکش ضربه ای برای انجام کار است. اندازه های مختلف حلقه های ضربه ای در چنین کیت هایی قابلیت تسهیل در نصب صدها بیرینگ مختلف را به طور صحیح بر روی شافت و محفظه (حتی در موارد کور) فراهم می کند. حلقه های ضربه ای برای شناسایی بصری واضح اندازه حلقه و برای انتخاب آسان مشخص می شوند. قطر یک حلقه ضربه طوری طراحی شده است که دقیقا در دو طرف حلقه داخلی و خارجی به طور همزمان قرار گیرد تا از آسیب رساندن به مسیرهای غلتش جلوگیری شود و برخی از حدسیات از روند خارج شود. یک قطر کوچک از ناحیه ضربه در بالای آستین ضربه به طور موثر نیروی نصب مناسب را منتقل و توزیع می کند ، در حالی که اتصال ” کلیک ” بین حلقه ضربه و آستین باعث ایجاد ثبات و دوام می شود. سر نایلونی دو طرفه چکش ضربه ای ارائه شده به جلوگیری از آسیب رساندن به اجزاء کمک می کند.
مونتاژ حرارتی بیرینگ ها
تفاوت دمای بین بیرینگ و نشیمنگاه در حین نصب گرما به میزان تناسب تداخل و اندازه بیرینگ بستگی دارد. به طور معمول ، دمای تحمل 150 درجه فارنهایت (83 درجه سانتیگراد ) بالاتر از شفت ، کافی است. مگر اینکه خلاف آن مشخص شده باشد. بیرینگ های باز هرگز نباید تا دمای بیش از 257 درجه فارنهایت ( 125 درجه سانتیگراد ) گرم شوند. گرمای شدید می تواند باعث تغییر متالورژی بلبرینگ شود که می تواند ابعاد و/یا سختی بلبرینگ را تغییر دهد. بیرینگ های آب بندی شده /دارای حفاظ فلزی به دلیل محدودیت های پایین تر مربوط به روان کننده در بیرینگ ها و همچنین مواد آب بندی ، محدودیت های حرارتی تعیین شده کمتری خواهند داشت. تجربه نشان داده است که در بین روش های مونتاژ بیرینگ با استفاده از گرما ، دستگاه های تولید گرمای القایی بهترین عملکرد را ارائه می دهند.
در مقایسه ، از گرم شدن موضعی بیرینگ همیشه باید اجتناب شود و به ویژه ، بیرینگ هرگز نباید با استفاده از شعله باز مانند مشعل گرم شود. این می تواند باعث خرابی شفت و بلبرینگ شود ونهایتا منجر به عدم کنترل یکنواخت حرارت و دما و خطرات آتش سوزی و سلامتی می گردد. گاهی اوقات از یک روش جایگزین – حمام روغن داغ – برای گرم کردن بلبرینگ ها استفاده می شود ، اما این روش نیز به سطح بهترین عملکرد نمی رسد. حمام های روغنی اغلب زمان زیادی طول می کشد تا به دمای مورد نیاز برسند و در کنترل دمای واقعی بیرینگ چالش هایی را ایجاد می کنند. علاوه بر این ، مصرف انرژی حمام روغن به طور معمول بسیار بیشتر از استفاده از دستگاه های تولید گرمای القایی خواهد بود. خطر آلودگی بیرینگ ( به دلیل روغن کثیف ) زیاد است (ک ه منجر به خرابی احتمالی زودرس بلبرینگ می شود ) و دست زدن به بیرینگ های داغ ، روغنی و لغزنده خطرات غیر ضروری را برای اپراتور ایجاد می کند و برای جلوگیری از صدمات احتمالی نیاز به مراقبت بسیار بالایی دارد. دفع روغن به دنبال این فرآیند مسائل زیست محیطی را نشان می دهد.
در حالی که کوره ها و صفحات داغ را می توان برای گرمایش دسته ای بیرینگ های کوچک نسبتا قابل قبول استفاده کرد ، استفاده از آنها برای گرم کردن بلبرینگ های بزرگتر عموما ناکارآمد و وقت گیر خواهد بود و همچنین خطرات احتمالی جابجایی برای اپراتورها را افزایش می دهد. در نتیجه ، دستگاه های تولید گرمای القایی از جمله نسخه های قابل حمل ، یکی از فناوری های پیشرفته و همه جانبه را مطابق با بهترین شیوه ها ارائه می دهند. این راه حل ها به ویژگی های طراحی مجهز شده اند که عملکرد مداوم ، سهولت استفاده و ایمنی را افزایش می دهد. علاوه بر این ، در عملکرد ، دستگاه های تولید گرمای القایی به طور کلی سریعتر ، تمیزتر ، قابل کنترل تر و استفاده از آنها راحت تر خواهد بود. از جمله ویژگی های قابل توجه ، بازوهای تکیه گاه بیرینگ های تاشو به بیرینگ هایی با قطر بزرگ تر اجازه گرم شدن می دهند و خطر واژگون شدن آن در هنگام گرم شدن را کاهش می دهد.
یک نکته احتیاط : دستگاه های تولید گرمای القایی جریان الکتریکی تولید می کنند ، که بلبرینگ را مغناطیسی می کند. اپراتورها باید بلبرینگ را نامغناطیسی کرده و از جذب ذرات فلزی و آلودگی احتمالی منجر به خرابی زودرس جلوگیری کنند. ( برخی تولید کنندگان دستگاه های تولید گرمای القایی در پایان چرخه گرمایش به طور خودکار بلبرینگ را نامغناطیسی می کنند. )
نصب هیدرولیکی بیرینگ ها
این روش برای نصب بیرینگ های بسیار بزرگ با تداخل ، کمک بزرگی ارائه می دهد. بهترین عمل برای تکنیک های نصب هیدرولیک معمولا شامل ترکیبی از تزریق روغن است ; استفاده از مهره هیدرولیک تخصصی برای ایجاد فشار هیدرولیک مورد نیاز برای نصب موثر و یک پمپ هیدرولیک با فشار سنج. شفت های آماده شده ( در حین ساخت ) با مجاری و شیارهای روغن می توانند روغن تزریق شده بین سوراخ بیرینگ و سطوح شفت را بپذیرند ، که یک لایه روغن نازک ایجاد می کند ، هم اصطکاک و هم نیروی مورد نیاز برای نصب بیرینگ را کاهش می دهد. با استفاده از لایه روغن ، بلبرینگ ها را می توان با فشار دادن آنها به شافت به کمک یک مهره و پمپ هیدرولیک (فشار آنها را می توان با استفاده از سنج اندازه گیری کرد) به صورت فیزیکی نصب کرد. نشان داده شده است که انواع انژکتور روغن ، مهره های هیدرولیک و پمپ ها – با برخی از انواع بیرینگ های خاص – روند مونتاژ بیرینگ های بزرگ را آسان می کند.
با در نظر گرفتن همه روش ها و بهترین شیوه های پوشش داده شده در این مقاله و همچنین امکان استفاده از فناوری ها و ابزارها ، هدف اصلی در مونتاژ بیرینگ ، اعمال حداقل نیروی مورد نیاز با حداکثر کنترل است. نحوه نصب بیرینگ ها بر عملکرد ، قابلیت اطمینان ، کارایی ، عمر مفید و عملکرد ماشین آلات سیستم تاثیر مثبتی می گذارد.
سایر روش های مونتاژ بیرینگ
به طور کلی روش های مونتاژ بیرینگ زیر در صنعت استفاده می شود :
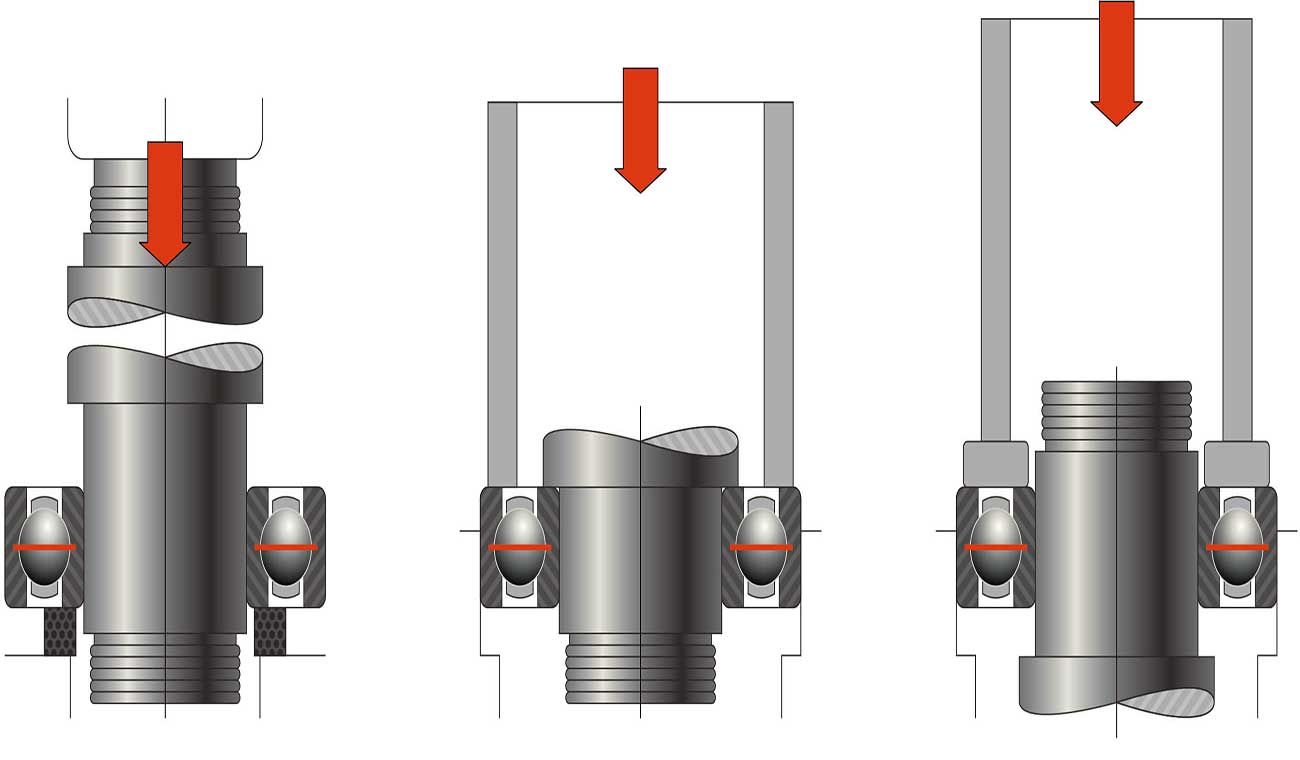
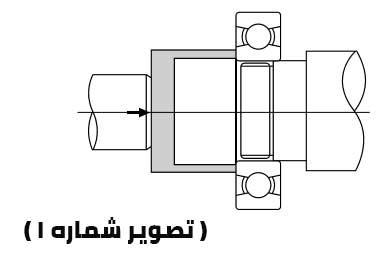
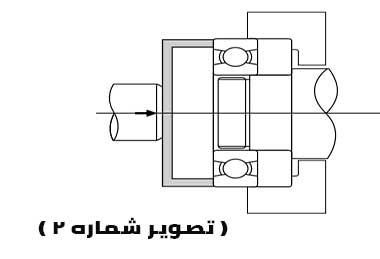
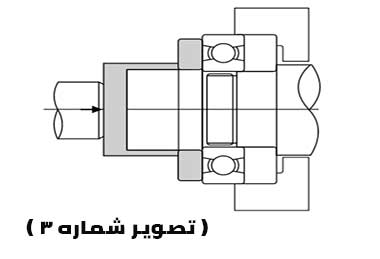
متد Press-Fit
با توجه به نیاز کاربری ، حلقه داخلی ( تصویر 1 ) و یا حلقه خارجی ( تصویر 2 ) و یا هر دو حلقه ها ( تصویر 3 ) با استفاده از جک و یا پرس هیدرولیکی و یا تثبیت کننده نصب که با سایز حلقه تثبیت کننده تطابق دارد ، از این متد پیروی می کنند. می توانید از یک چکش پلاستیکی جهت قرار دادن بیرینگ بر روی شفت به منظور به حداقل رساندن هر گونه ضربه به بیرینگ استفاده کنید.
متد انبساط حرارتی
در این متد ، حلقه داخلی با استفاده از گرمکن القایی و یا مخزن گرمایشی گرم می شود. این فرآیند نیاز به اعمال فشارهای ناخواسته بر روی بیرینگ را از بین می برد ، زیرا یک بیرینگ گرم شده منبسط می شود و به راحتی می تواند بر روی شفت قرار بگیرد. دمای گرمایش نباید بیش از 120 درجه سانتیگراد باشد ، زیرا ممکن است سختی فولاد بیرینگ را کاهش دهد.
پس از مونتاژ بیرینگ ، مراحل باقیمانده باید به صورت هموار و سریع انجام شود. علاوه بر این بیرینگ نباید هر گونه عدم هم راستای باقی مانده را تحت تاثیر قرار دهد ، زیرا پس از خنک شدن این کار دشوار می شود. همین طور ممکن است فاصله ای مابین حلقه داخلی و شفت ایجاد شود. به منظور جلوگیری از رخ دادن این مشکل ، سعی کنید زمانی که بیرینگ همچنان داغ است مهره ها را محکم سفت کنید. این متد معمولا برای نصب بیرینگ ها با سوراخ های بزرگ استفاده می شود.
متد سازگار یا Withdrawal
در این متد یک استوانه مخروطی مابین سوراخ مخروطی بیرینگ و شفت استوانه ای قرار می گیرد. سپس با استفاده از مهره قفل شو ، بیرینگ بر روی استوانه قرار می گیرد. این روند به چند مرحله تقسیم می شود : فاصله داخلی بیرینگ که به عنوان فاصله باقی مانده نیز شناخته شده است ، هر بار باید اندازه گیری شود. قبل از کشیدن استوانه ، فاصله داخلی اندازه گیری شده ، فاصله ابتدایی نامیده می شود. تفاوت بین فاصله باقی مانده و فاصله ابتدایی میزان تداخل را مشخص می کند.
جهت مشاهده سایر مقالات مرتبط با این مقاله ، به صفحه بلبرینگ و جهت مشاهده سایر مقالات به صفحه بلاگ مراجعه نمایید.